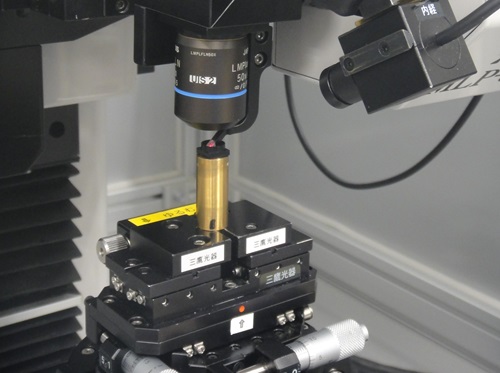
內徑量測

適合量測工件內徑80mm以內之工件之各式內孔輪廓。例如:圓孔、橢圓孔、多角形孔、異形孔之全周輪廓掃描。對稱形孔內外徑或不對稱形孔內外徑輪廓亦可量測。
應用類別:內徑輪廓、內徑粗度、內徑真圓度。
精密閥件:汽缸、活塞、凸輪、鋼珠、滾針、軸承、 圓徑/真圓度/粗度/輪廓量測。
內徑輪廓量測方法非常多種,選擇MLP-3方式量測內孔有以下原因:
1. 需要較高取樣密度:2點就可以量圓徑,但取樣點密度不足難以判定圓徑精度。
2. 需要用非接觸式方式:若量測工件硬度值高過接觸式觸針,則接觸針很容易磨耗,希望用非接觸式方法量測。
3. 探針的方式不好量測:探針機構的圓徑太大,對被測工件往往深入不到量測位置,或微細溝穴探針接觸不到難以判定。
4. 需要多種分析參數:需同時量圓徑輪廓,也要知道表面粗度變化或真圓度數據。
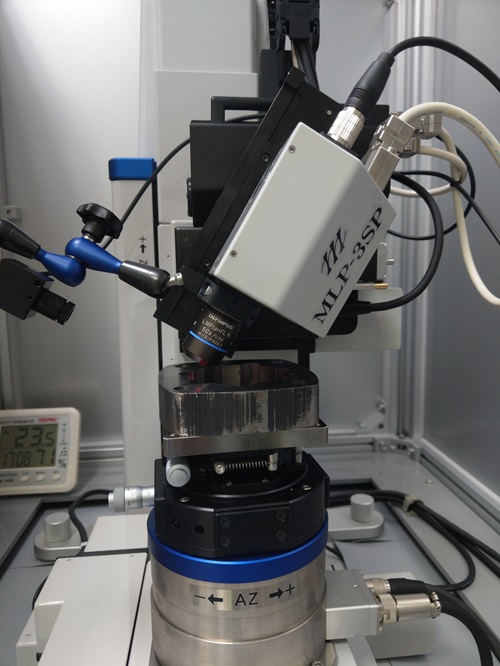
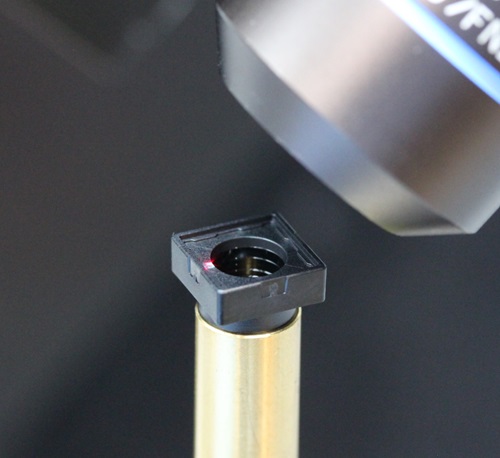
MLP-3擴充量測軸傾角量測AFOT功能,對於小孔徑的工件內徑量測時,有sub micron精度,因探針機構限制無法量測問題提出解決方案。
適合量測工件內孔徑80mm以內之工件之各式內孔輪廓。例如:圓孔、橢圓孔、多角形孔、異形孔之全周輪廓掃描。對稱形孔內外徑或不對稱形孔內外徑輪廓亦可量測。
內孔量測:內徑圓徑量測、內徑真圓度、內徑輪廓、內徑表面粗糙度。
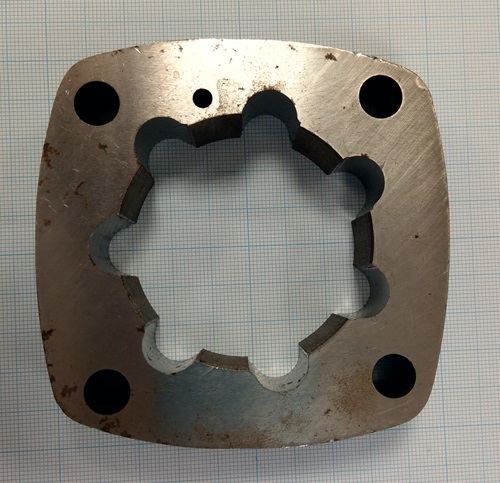
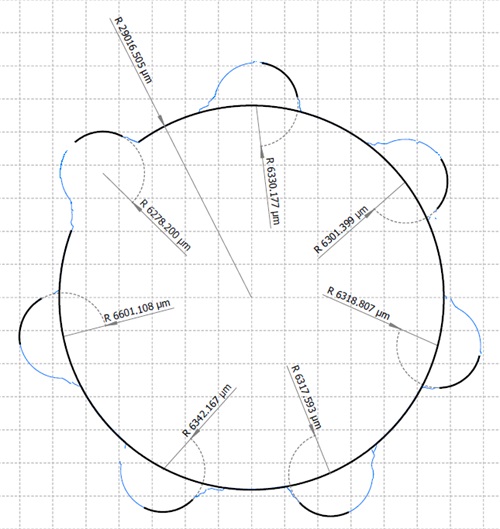
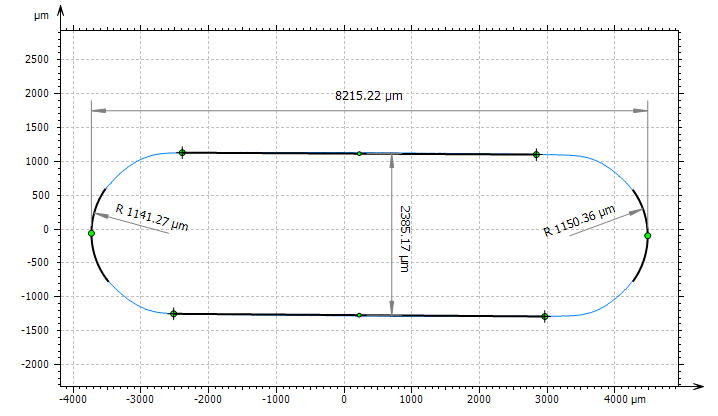
下圖內孔徑為異形工件內孔徑量測,MLP-3 AFOT量測也提出解決方式。
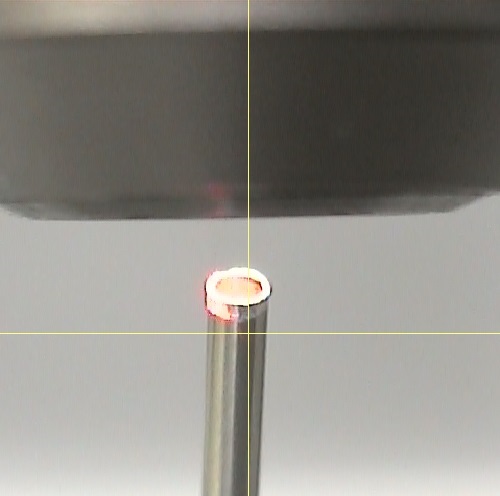
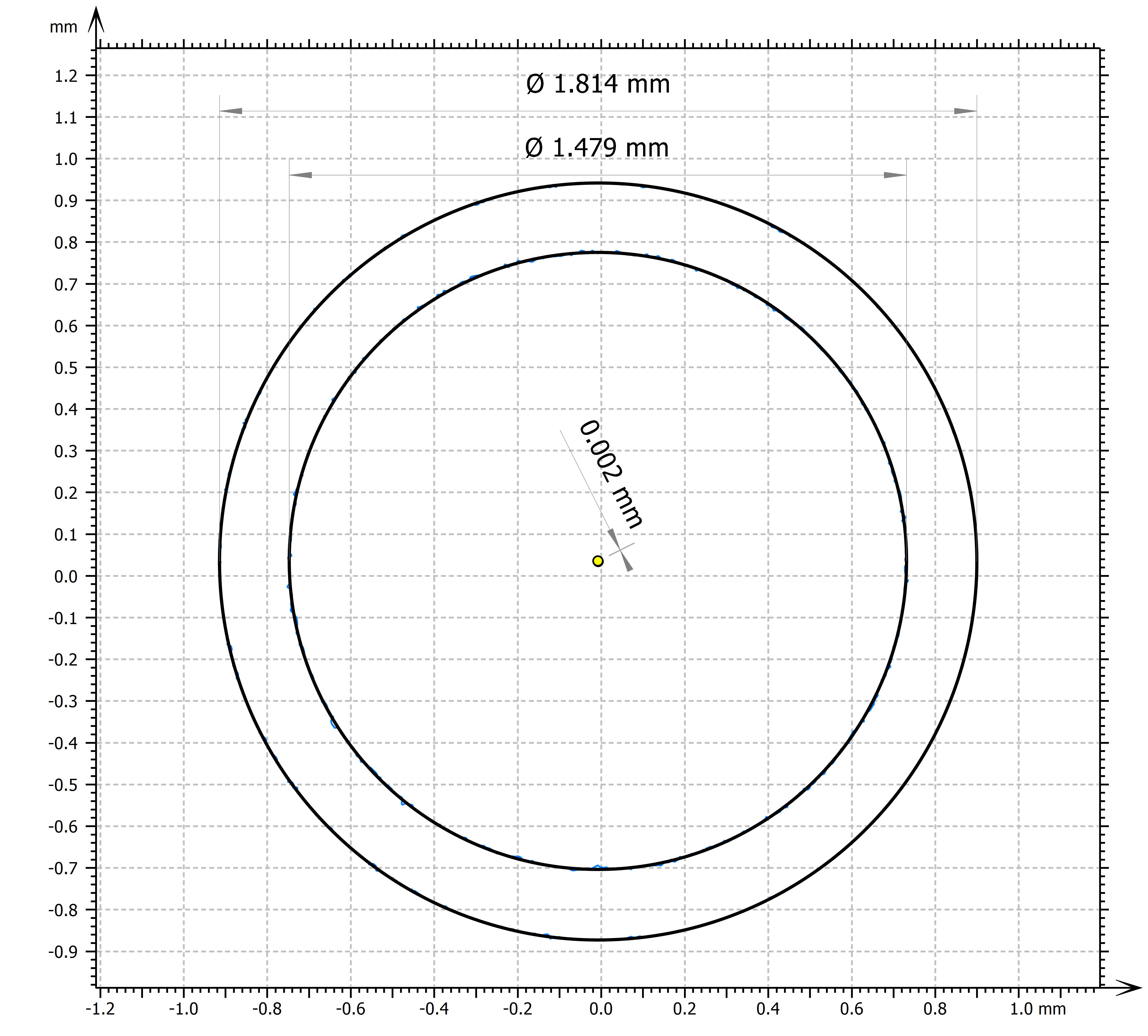
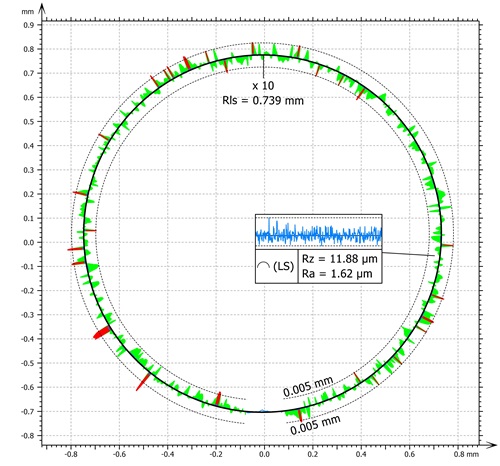
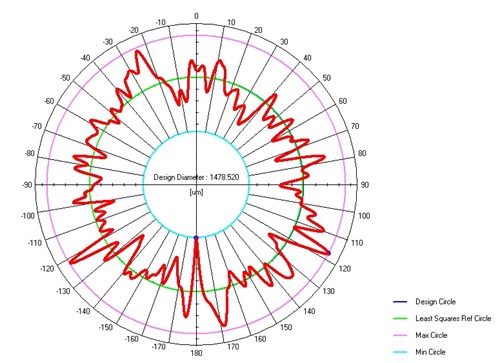
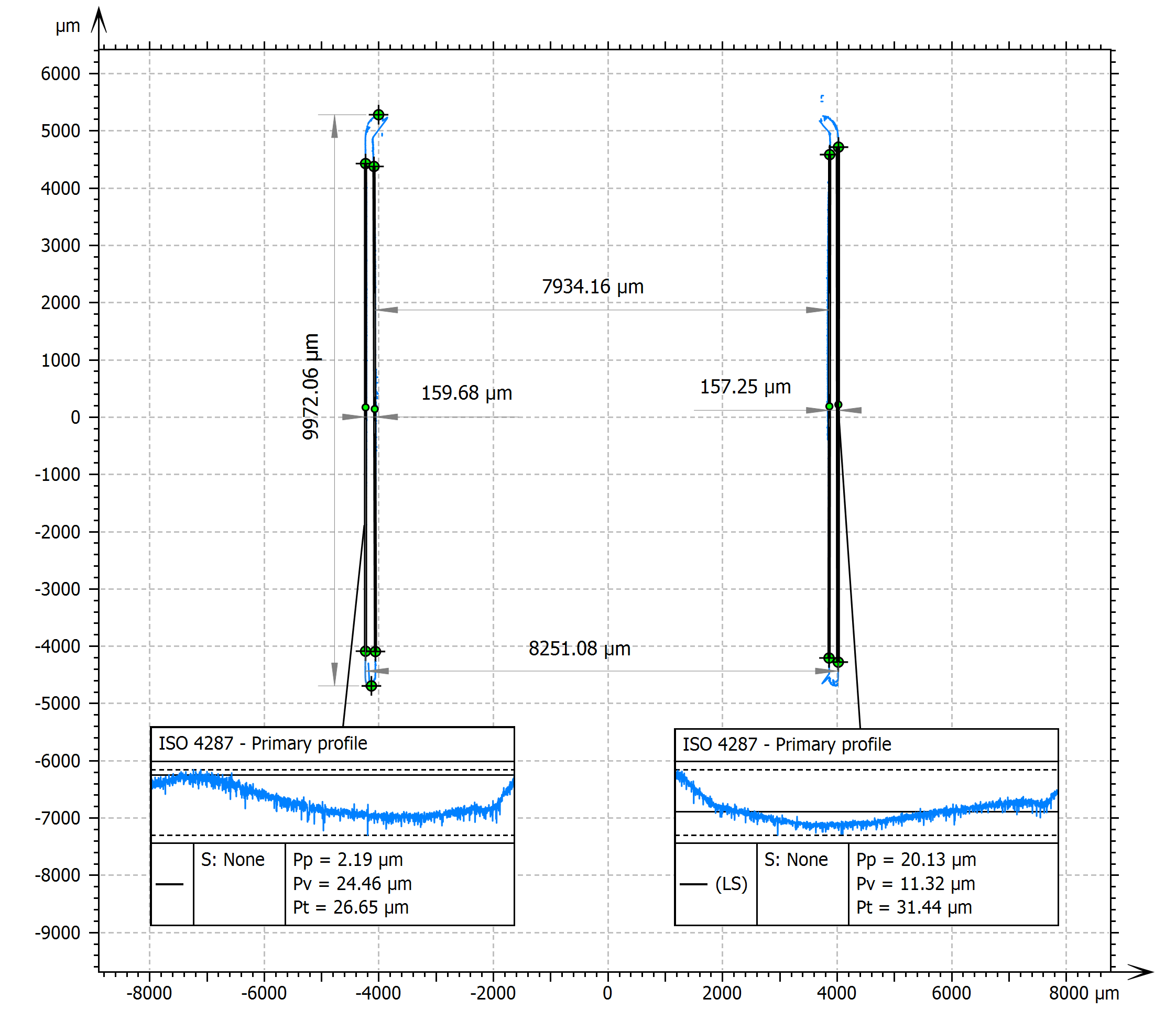
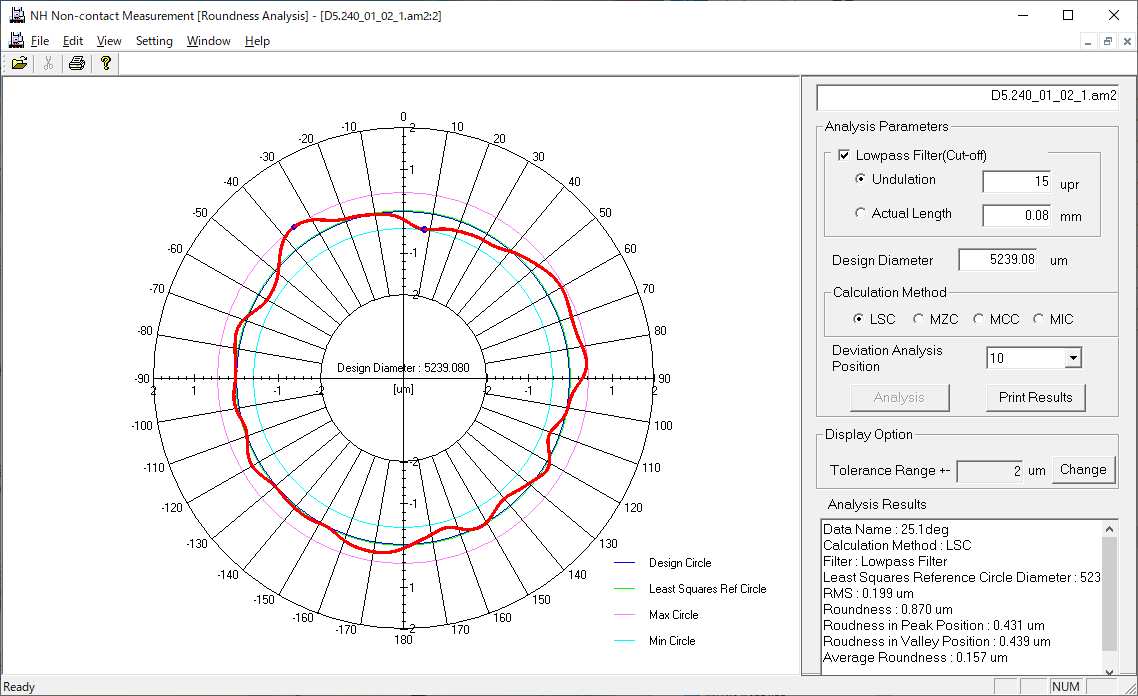
管狀孔內徑輪廓與真圓度量測
對於小孔內徑內徑量測,MLP-3提出次微米等級精度的解決方式,可量測管內徑與管外徑,計算內徑圓心與外徑圓心偏差。也可定圓徑公差上限與下限值,並標示於圖面;一次量測數據同時解析輪廓、粗度、真圓度數據,且無量測機的機差問題產生,大幅提高量測信賴性。
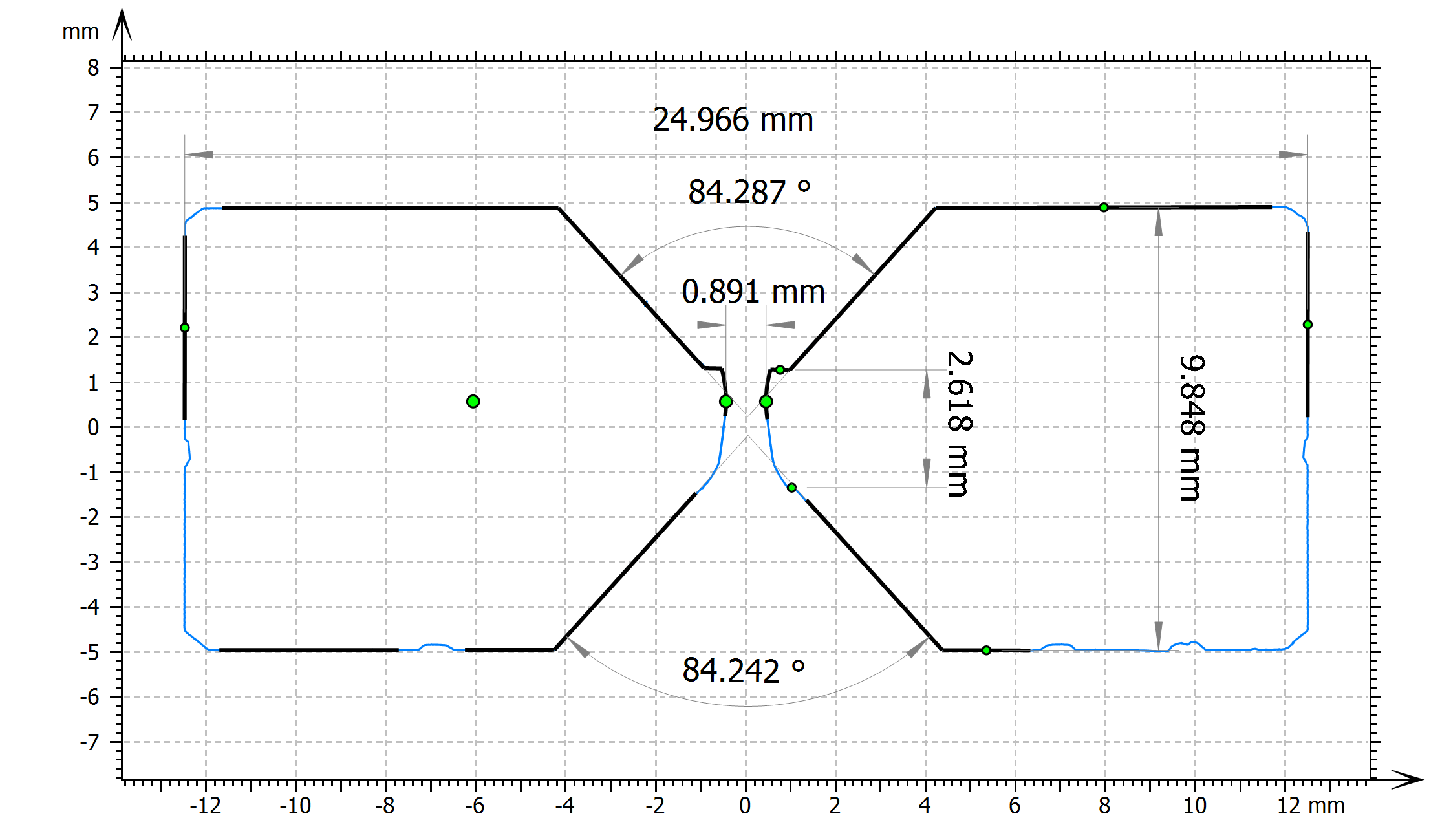
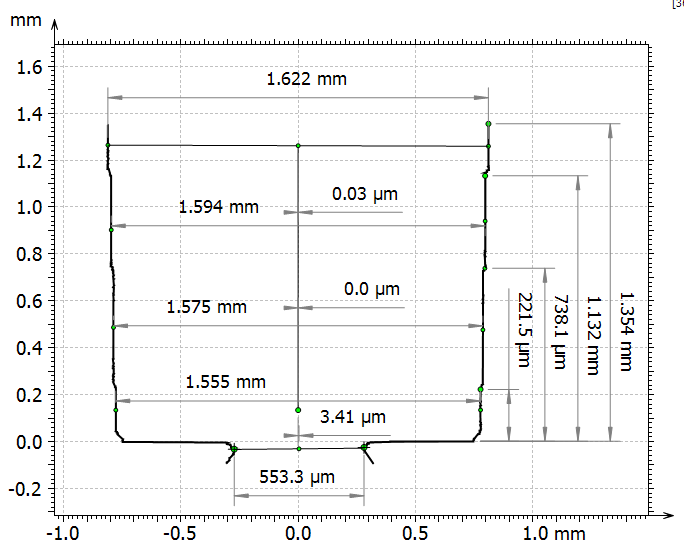
異形工件內孔徑輪廓量測
Type C元件內徑與肉厚

Nozzle眼模孔內徑輪廓
全周輪廓掃描量測法量測眼模之斷面輪廓。

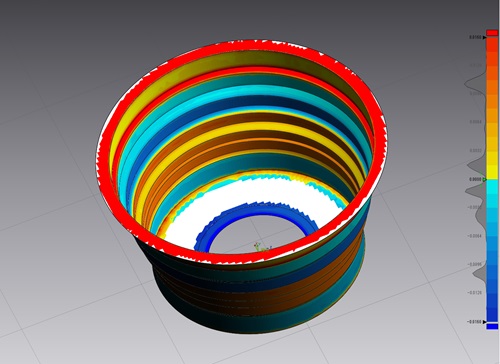
Barrel鏡筒內鏡輪廓
量測BARREL內孔每個台階圓徑、真圓度、斷面輪廓。3D掃描數據與CAD檔案擬合。
對於黑色低反射材料表面,MLP-3也能有優異的量測表現。
內徑輪廓量測方法非常多種,選擇MLP-3方式量測內孔有以下原因:
1. 需要較高取樣密度:2點就可以量圓徑,但取樣點密度不足難以判定圓徑精度。
2. 需要用非接觸式方式:若量測工件硬度值高過接觸式觸針,則接觸針很容易磨耗,希望用非接觸式方法量測。
3. 探針的方式不好量測:探針機構的圓徑太大,對被測工件往往深入不到量測位置,或微細溝穴探針接觸不到難以判定。
4. 需要多種分析參數:需同時量圓徑輪廓,也要知道表面粗度變化或真圓度數據。
MLP-3擴充量測軸傾角量測AFOT功能,對於小孔徑的工件內徑量測時,有sub micron精度,因探針機構限制無法量測問題提出解決方案。
適合量測工件內孔徑80mm以內之工件之各式內孔輪廓。例如:圓孔、橢圓孔、多角形孔、異形孔之全周輪廓掃描。對稱形孔內外徑或不對稱形孔內外徑輪廓亦可量測。
內孔量測:內徑圓徑量測、內徑真圓度、內徑輪廓、內徑表面粗糙度。
下圖內孔徑為異形工件內孔徑量測,MLP-3 AFOT量測也提出解決方式。
