精密刀具量測儀

適用量測刀具:PCD聚晶刀具、CBN氮化硼刀具、MCD單晶鑽石刀具、CVD鑽石塗層刀具
MCD單晶鑽石車刀:R2um以上
銑刀直徑:20um以上
精密絲攻、無屑絲攻、擠壓絲攻、尖端絲攻、螺旋絲攻
表面硬化塗層刀具
刀刃鈍化量測
精微刀具的品質對被加工的工件表面形狀精度來說非常重要,因為刀具在加工樣品時的刀刃面粗糙度就會轉寫到工件表面。
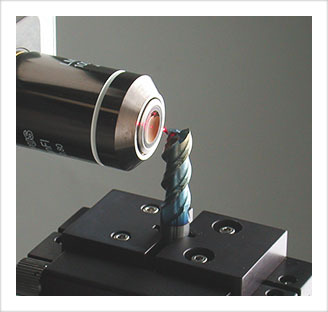
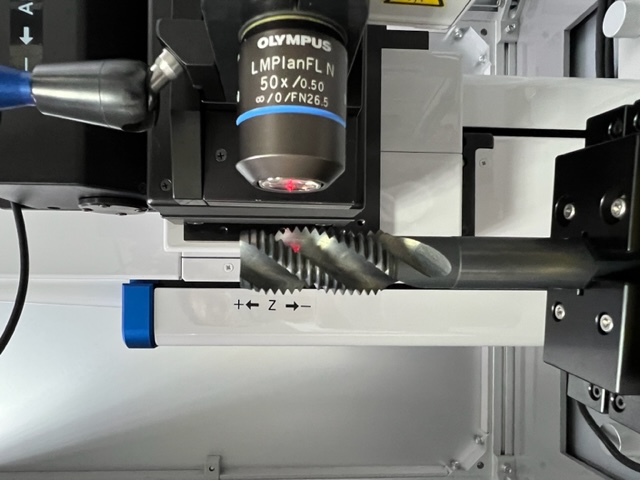
三鷹光器刀具輪廓量測儀量測原理是使用ISO 25178-605點雷射自動聚焦方式,移動軸X、Y、AZ、AF軸都附帶高解析光學尺,AZ回轉軸精度也在nm等級,對於開發超精密加工用刀具開發商來說,是非常實用的研發工具。
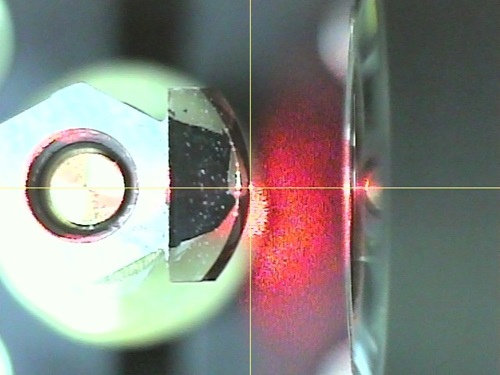
量測物鏡x100聚焦在工件表面的雷射光斑尺寸1um,極為細小的雷射光斑接觸在刃口比雷射還大的刀刃表面,故非常容易量測到刀刃表面形貌;對於極高反射率的鑽石刀具輪廓量測,並不會因為雷射光斑太大產生散亂光而影響量測結果。評價軟體可同時量測刀具輪廓與粗度分析。
MLP-3SA對刀具開發來說具備量測功能多樣性且精準性,多樣性方面,MLP-3SA可量測刀具樣品如車刀片、銑刀、手術刀、料理刀、刮鬍刀...等。材質如CBN、CVD、MCD、PCD刀具等材質的刀具表面都可在MLP-3SA量測。可選購單晶刀輪廓量測治具,或是銑刀自動量測軟體。
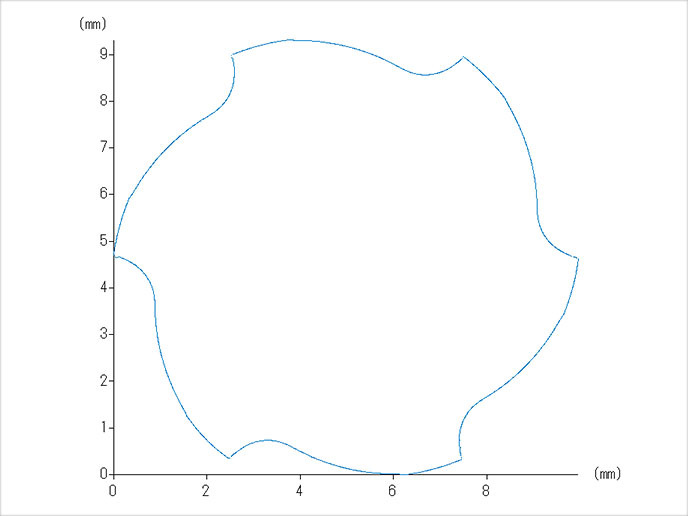
銑刀量測範例
量測銑刀刃:1~6 刃
最小量測刀刃直徑:0.02mm
量測功能:刀刃全周輪廓、直徑、刀刃頓化角量測、刀刃中心與刀桿中心之偏心距離
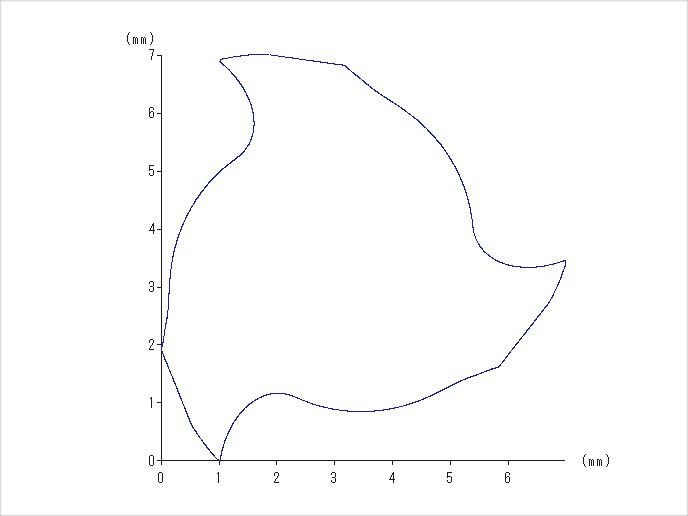
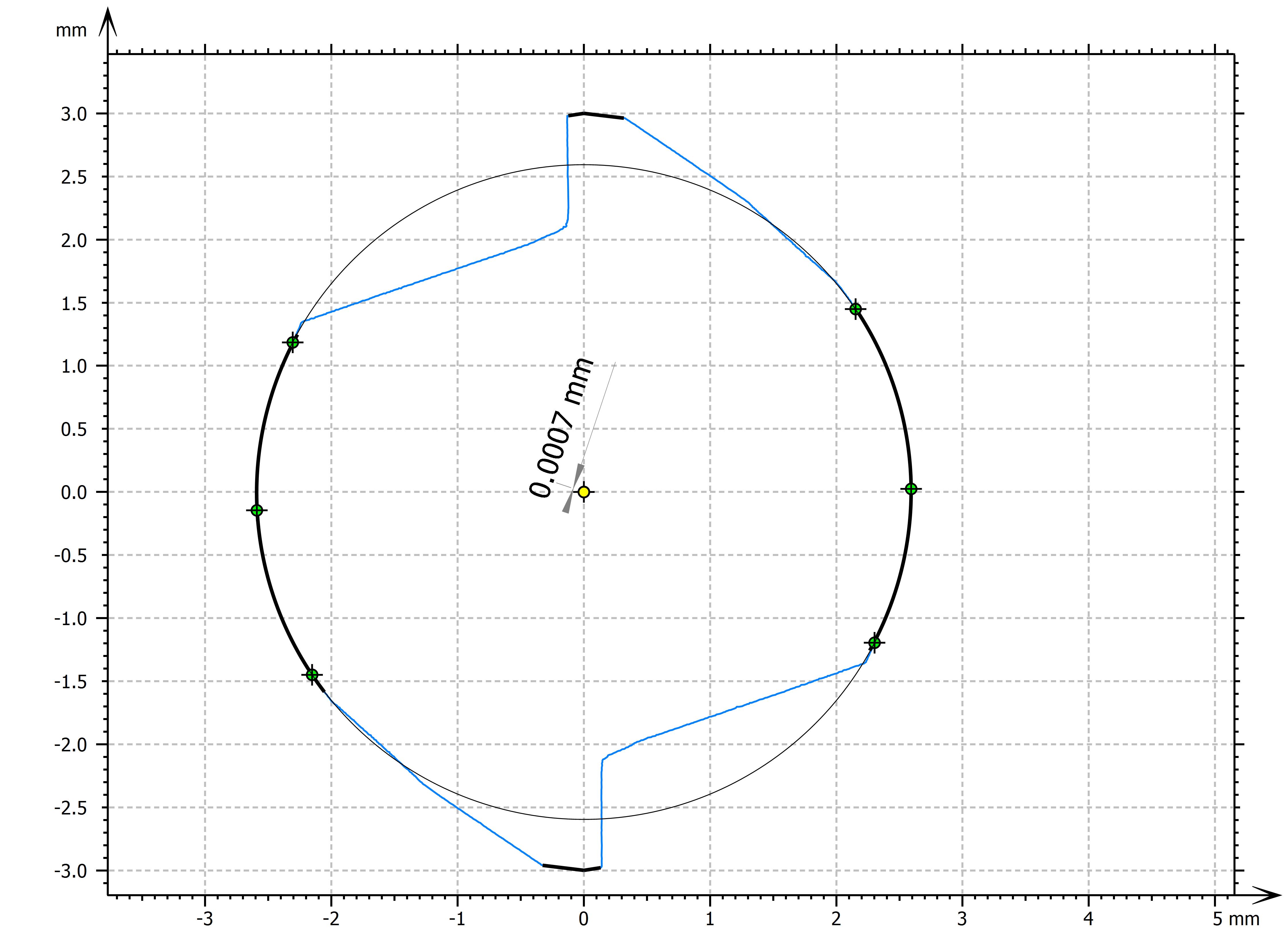
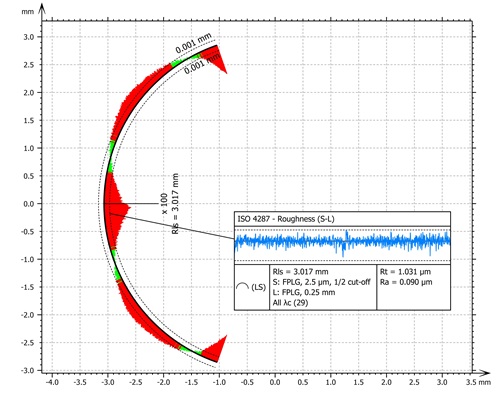
球刀偏心與刃面形狀粗度判定
量測形狀:半球形、球形
量測功能:刀桿中心與刀刃中心偏心、刃面輪廓與粗糙度
PCD刀具與CBN刀具都可量測
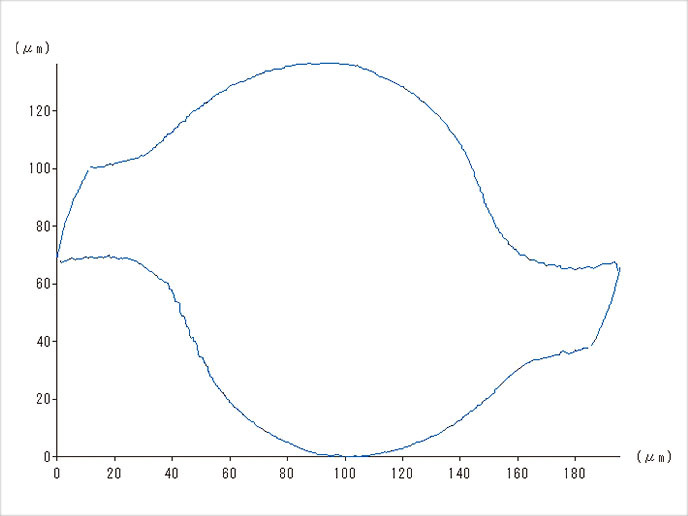
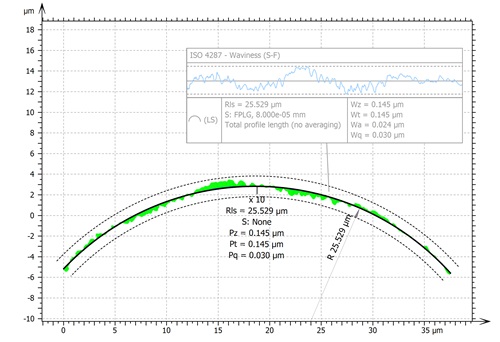
MCD單晶鑽石刀量測
最小刀刃半徑:R2um
量測功能:刀刃R徑輪廓與粗糙度、插入角與逃屑角之角度差

單晶刀輪廓度與粗糙度評價
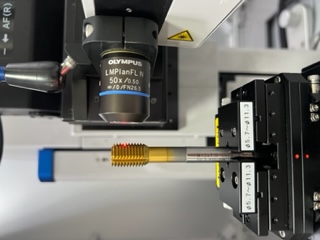
精密絲攻量測
量測工件:無屑絲攻(擠壓絲攻)、先端絲攻、螺旋絲攻
最小量徑:直徑0.02mm
量測功能:牙形幾何量測、導程輪廓

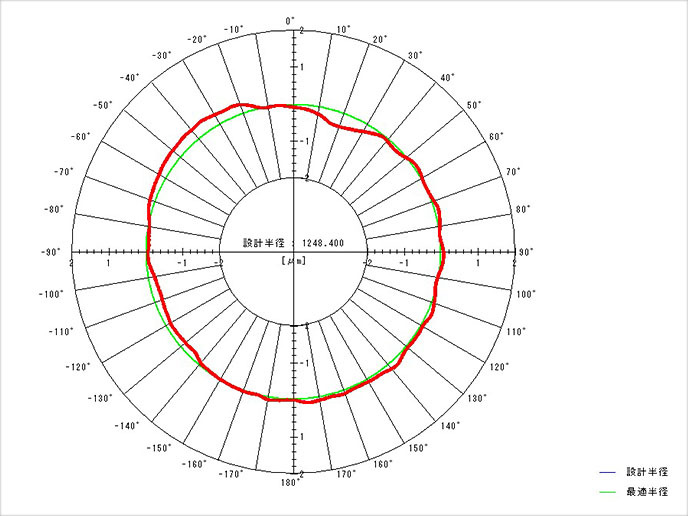
刀桿真圓度
絲攻斷面幾何輪廓
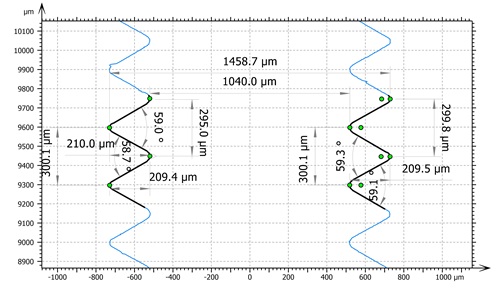
絲攻導程(螺旋角)輪廓
%20(Gaussian%2C%202.500%20mm)%20-%20Profile%20curve.png)
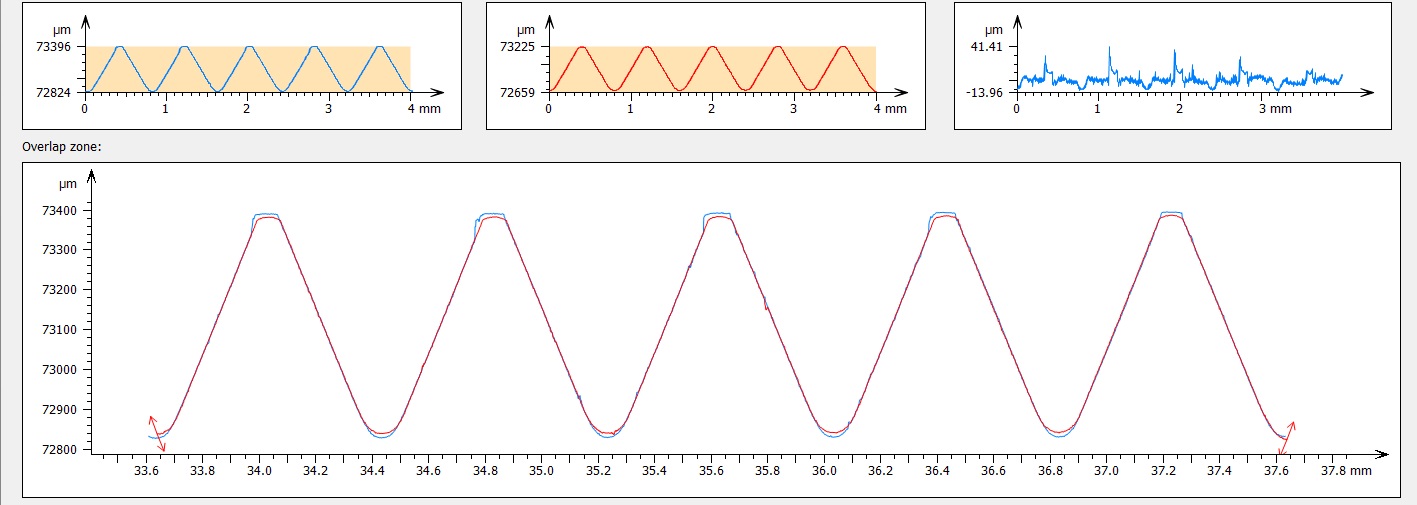
絲攻規格品比較
此種比較方式的優點是直接比對,例如:拿2種相同規格的產品比較,判定2種產品的微細變化。
精微刀具的品質對被加工的工件表面形狀精度來說非常重要,因為刀具在加工樣品時的刀刃面粗糙度就會轉寫到工件表面。
三鷹光器刀具輪廓量測儀量測原理是使用ISO 25178-605點雷射自動聚焦方式,移動軸X、Y、AZ、AF軸都附帶高解析光學尺,AZ回轉軸精度也在nm等級,對於開發超精密加工用刀具開發商來說,是非常實用的研發工具。
量測物鏡x100聚焦在工件表面的雷射光斑尺寸1um,極為細小的雷射光斑接觸在刃口比雷射還大的刀刃表面,故非常容易量測到刀刃表面形貌;對於極高反射率的鑽石刀具輪廓量測,並不會因為雷射光斑太大產生散亂光而影響量測結果。評價軟體可同時量測刀具輪廓與粗度分析。
MLP-3SA對刀具開發來說具備量測功能多樣性且精準性,多樣性方面,MLP-3SA可量測刀具樣品如車刀片、銑刀、手術刀、料理刀、刮鬍刀...等。材質如CBN、CVD、MCD、PCD刀具等材質的刀具表面都可在MLP-3SA量測。可選購單晶刀輪廓量測治具,或是銑刀自動量測軟體。